

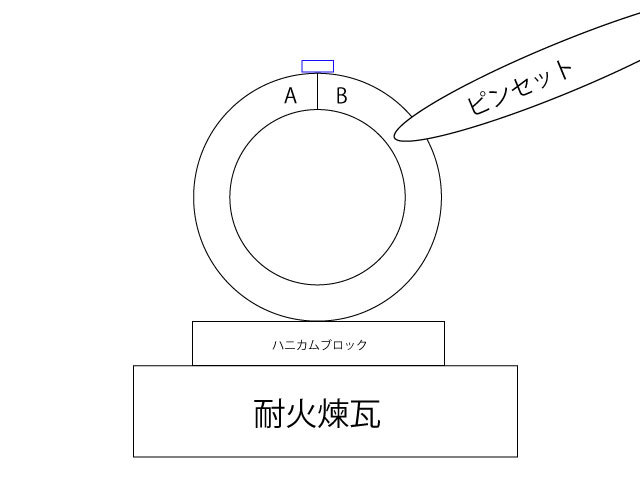
リングに縦に切れ目があり、そこをロウ付けしていきます。

ロウ付けをする部分にフラックスを塗ります。

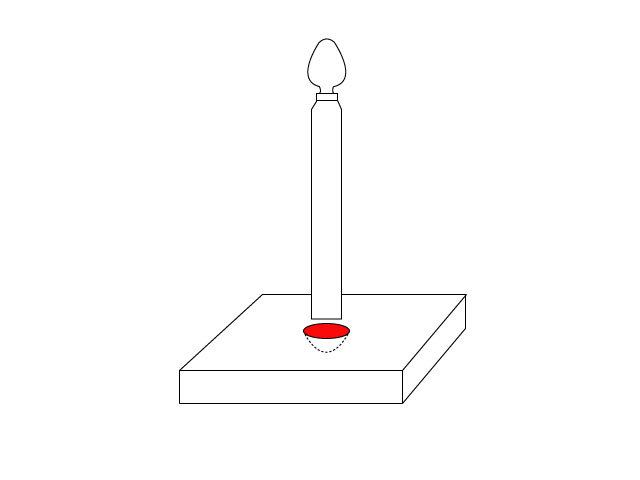
この小さいチップがロウ材になります。だいたい1mm角ぐらいの大きさです。

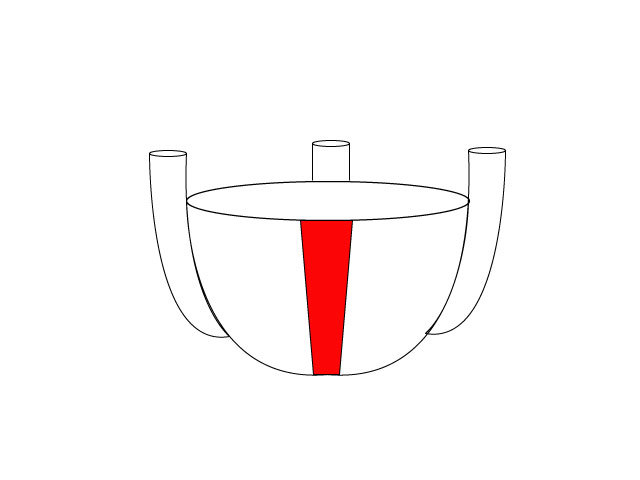
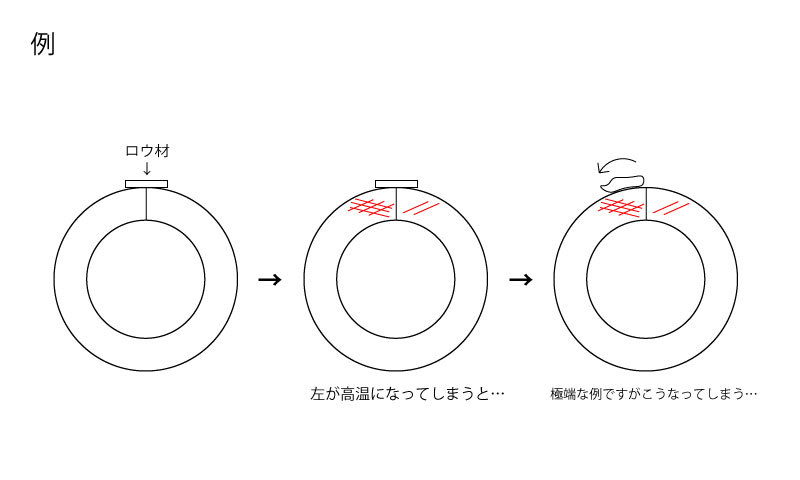
銀ロウをくっつけたい部分の上に置きます。
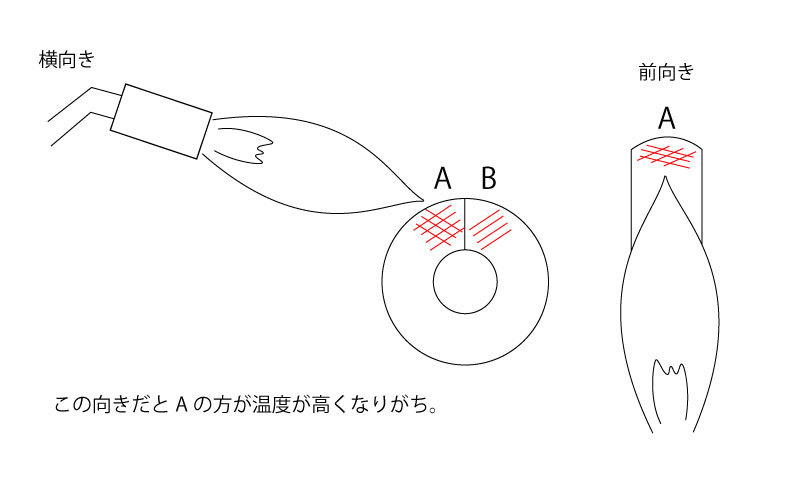
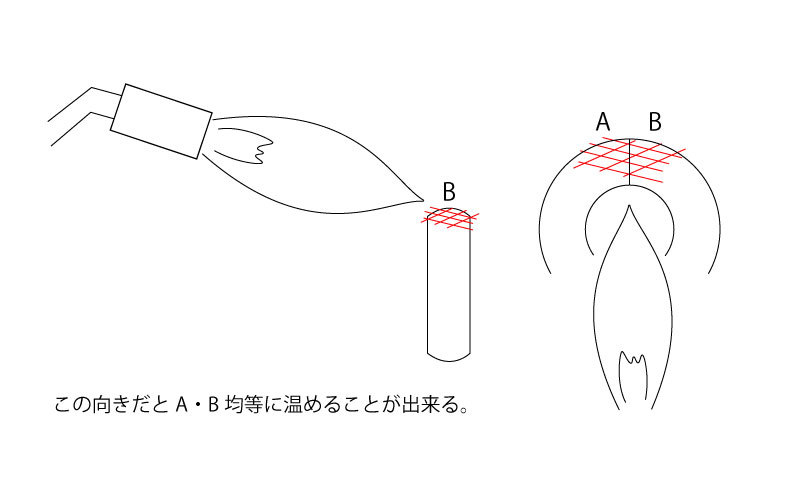
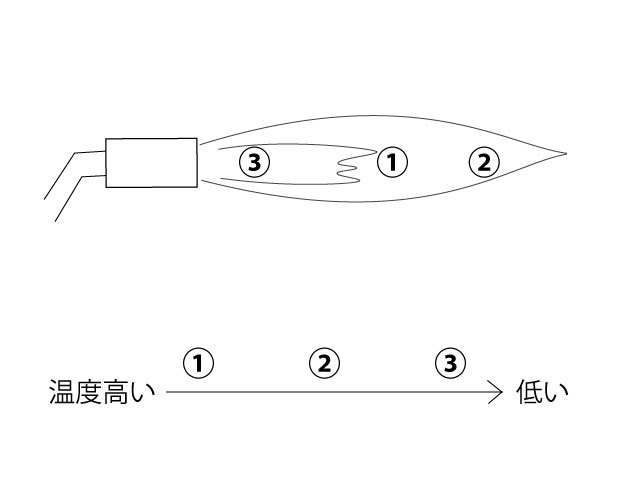
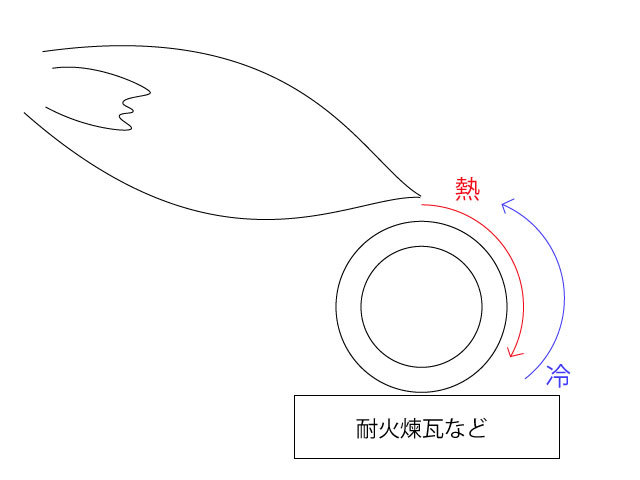
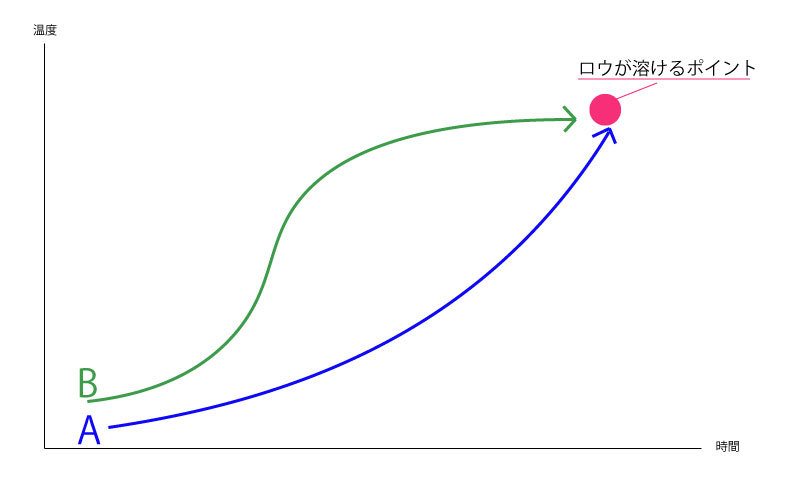
火を当ててロウ材を溶かします。

溶けるとこんな感じに周りは酸化して黒っぽくなり、ロウ付け箇所は白っぽくなります。

薬品に漬けて酸化膜を落とします。ここから磨いてピカピカにしたら完成です。
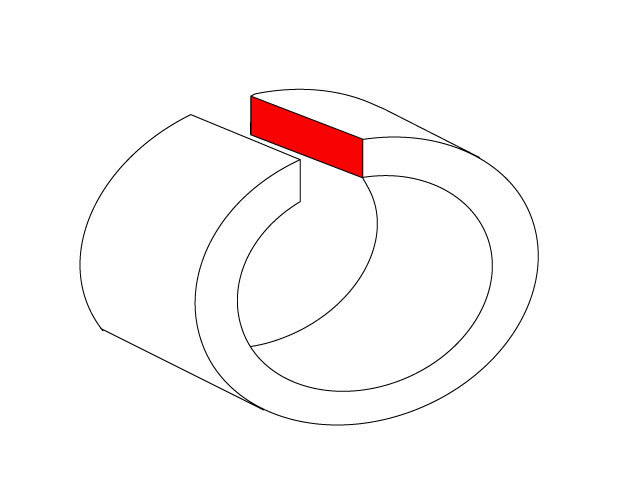


リングに縦に切れ目があり、そこをロウ付けしていきます。
ロウ付けをする部分にフラックスを塗ります。
この小さいチップがロウ材になります。だいたい1mm角ぐらいの大きさです。
銀ロウをくっつけたい部分の上に置きます。
火を当ててロウ材を溶かします。
溶けるとこんな感じに周りは酸化して黒っぽくなり、ロウ付け箇所は白っぽくなります。
薬品に漬けて酸化膜を落とします。ここから磨いてピカピカにしたら完成です。
